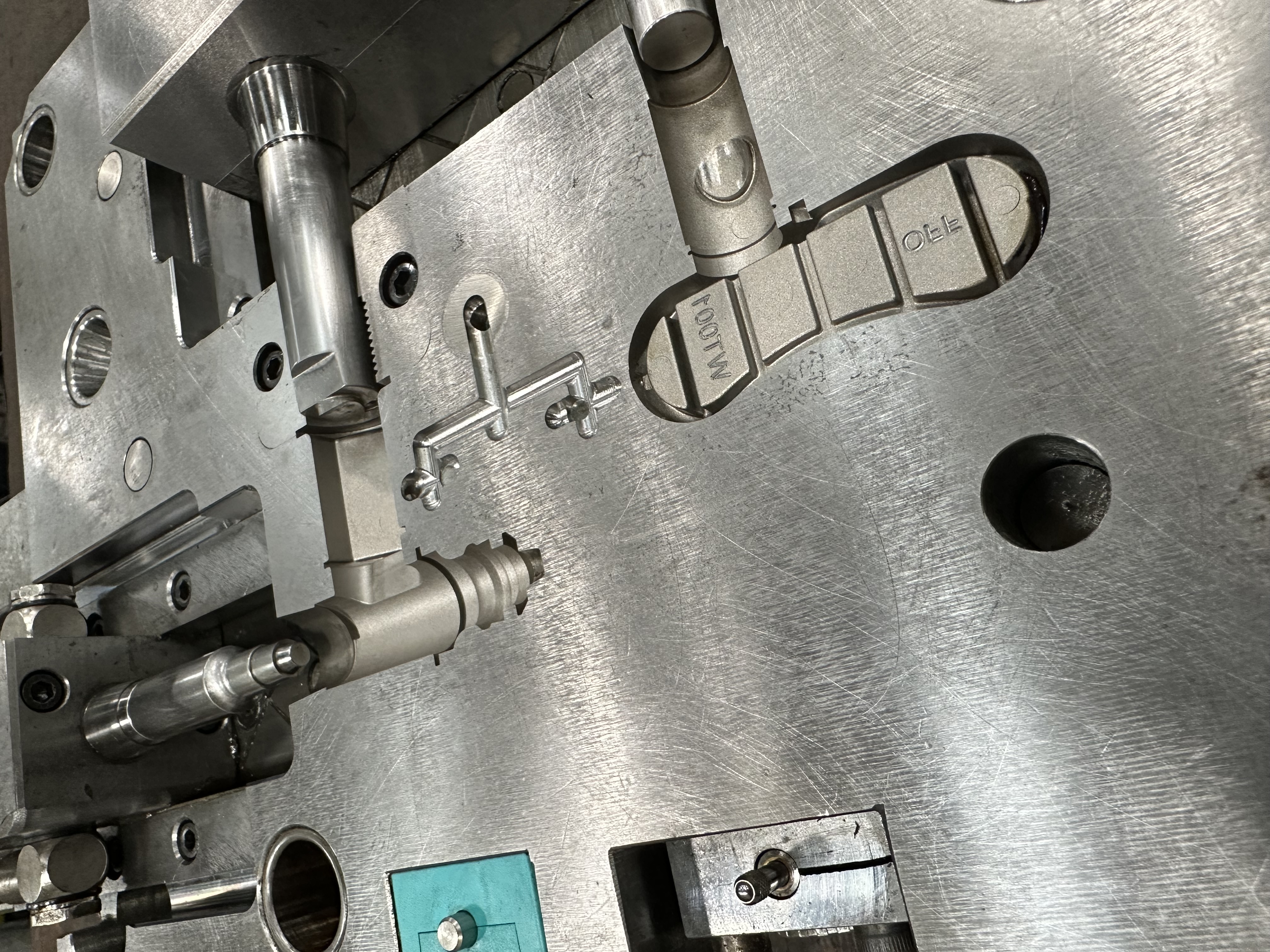
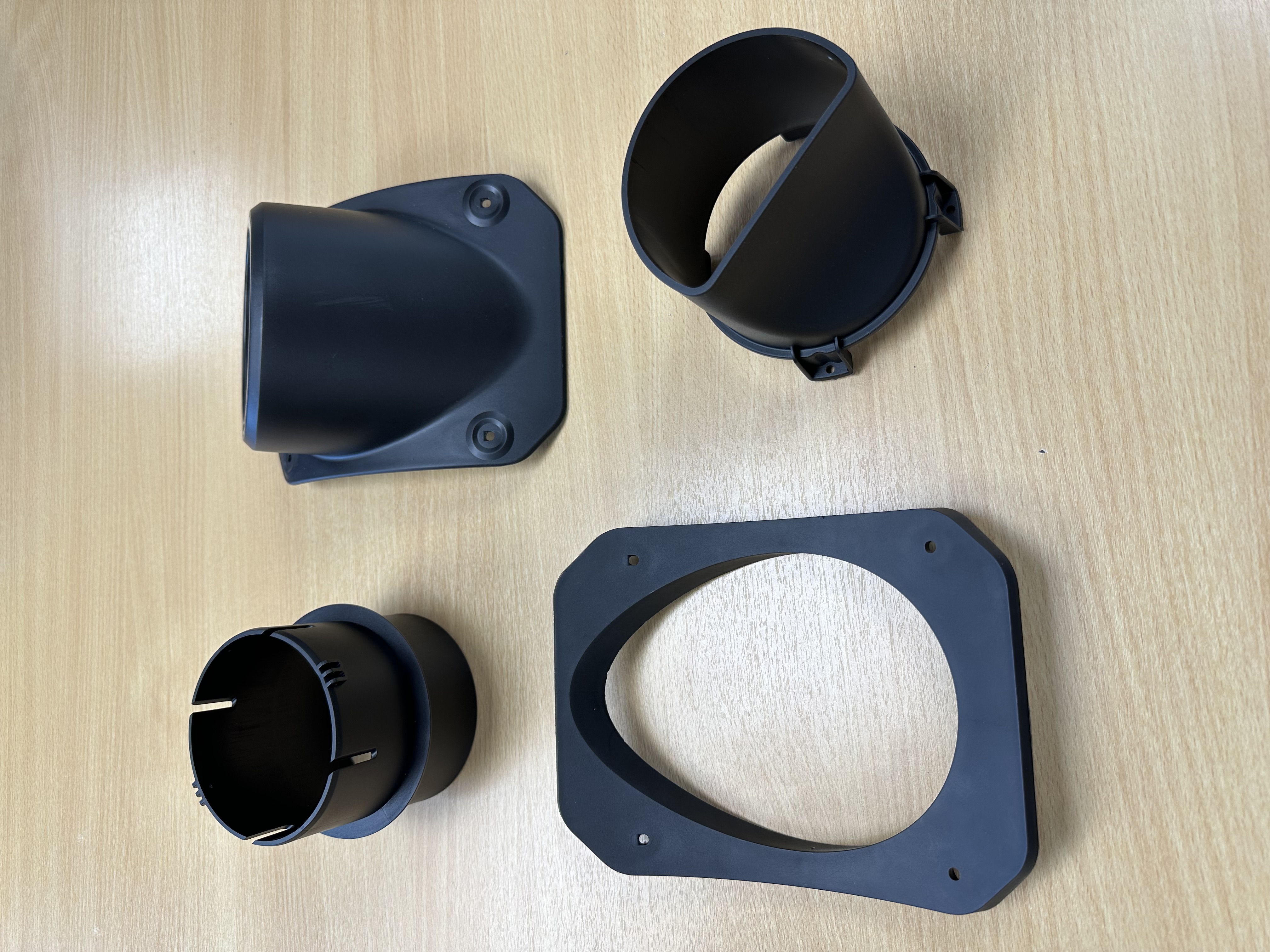
Our client approached us to design two moulds that would produce a water butt nut, handle and body. Requirements included the handle being easy to operate with little force, and the finish needed to be aesthetically pleasing to stand out in the current market, while functioning accurately for its use.
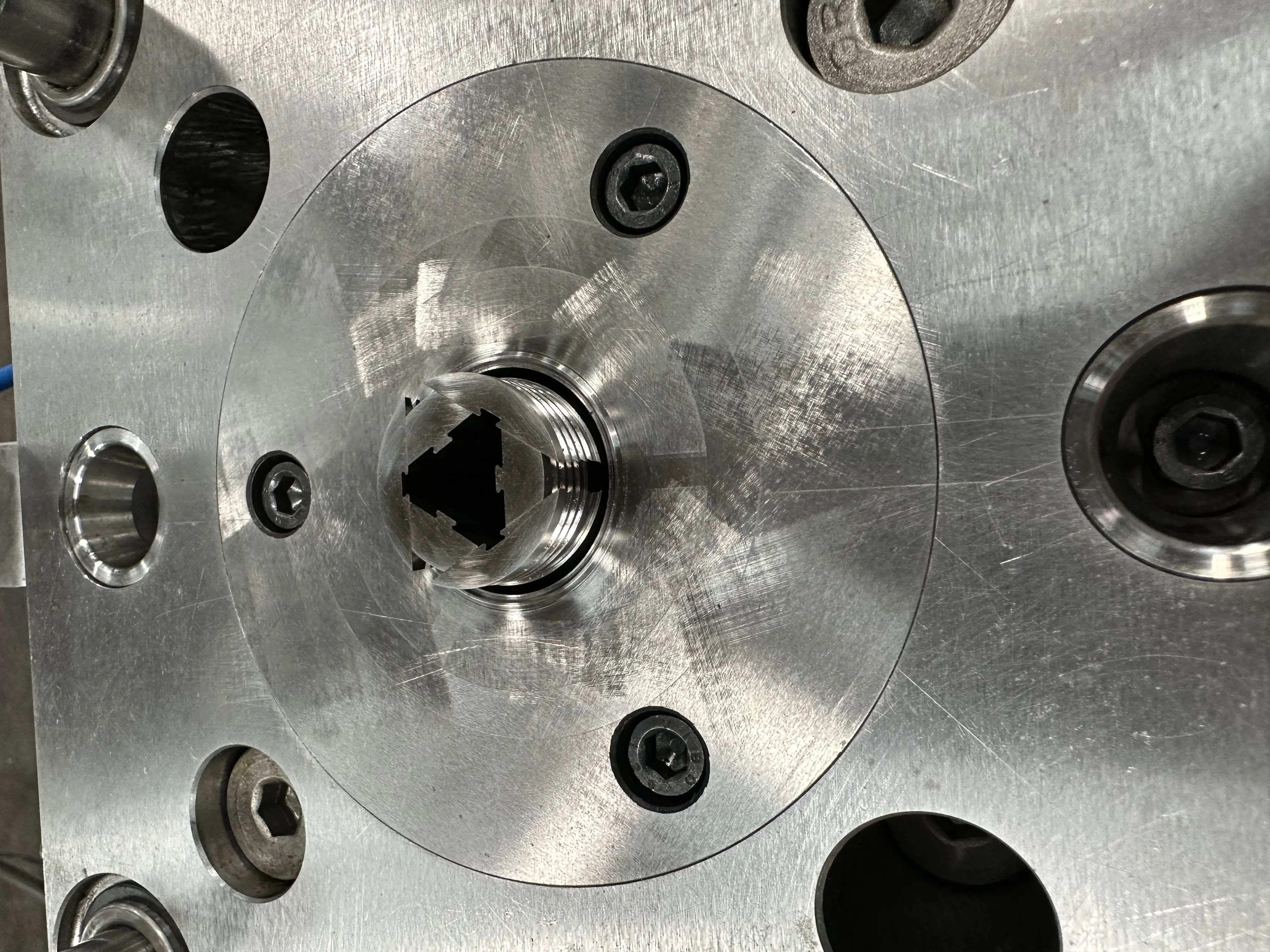
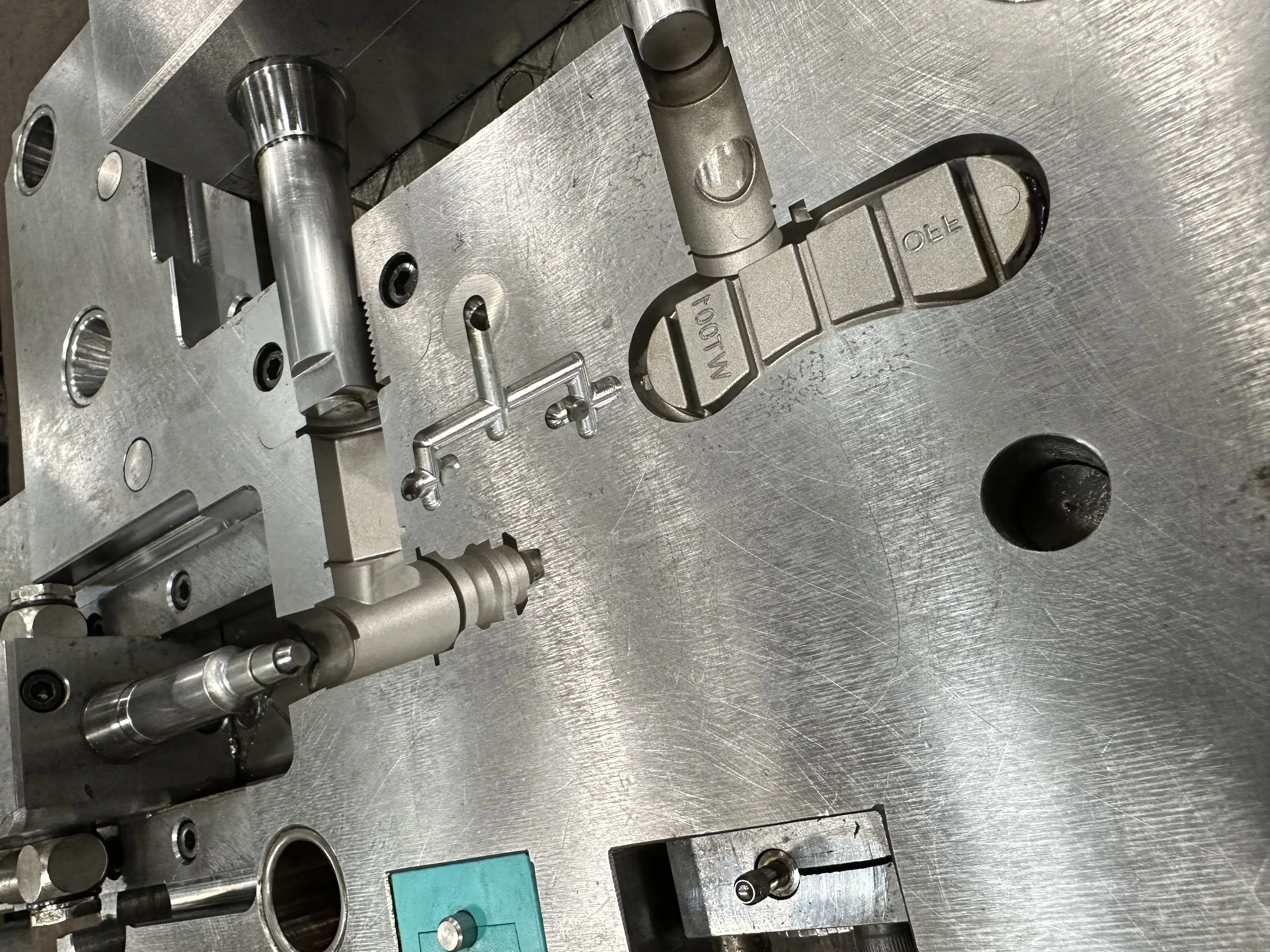
We ran into an issue during the design stages of the project; the component needed an internal thread, but we still needed to release the component during ejection. Our team decided that the best way forward would be to use a collapsible core. Our team designed this project in such a way that the collapsible core that produces the internal thread collapsed before the stripper plate moved on to eject the moulding and carried out a simulation using CAD for the movements. This was an important part of the process; if the stripper plate moved forward too early, the threads, and potentially the collapsible core, could be damaged.
Our team also used CAD to calculate the weight differences between the handle and the body and turned it into a ratio for the design of the feed system. The feed system dimensions were then calculated using this and implemented into the mould.
Before we moved on, our team printed 3D models for various designs for the handle, so that we could test the performance of all of them and find the one that fit the customer’s requirements.
While the simulation was helpful, we were not certain that the collapsible core and the threading would not be damaged during the injection moulding process. We ran a dry cycle, where the mould is run through the sequence without any plastic injection, and recorded a video so that we could examine the footage. This trial was successful, and we moved onto the next step.
Designers were uncertain about how the first test cycle would perform, as the profile of the thread on this product had to conform to specific dimensions to meet the industry standard, and the profile of the thread when injection moulding can shrink, causing it to be tight to each mating part.
The spindle diameter on the handle had to create a seal in the bore of the main body, but not seal too tight, or it wouldn’t move, or too loose, which would cause the tap to leak.
Over the course of multiple trials and adjustments to the mould, the optimum fit was achieved.
The tap had a thread on the body that conformed to regulations, and a tap connector could click onto it and remain secure during use.
The seal from the handle spindle and the bore on the main body took four attempts before we achieved the perfect fit, function, and seal, but by the end of the process, it performed well with a meter head of water above the tap.
The nut moulded and de-moulded with only a handful of minor alterations, which would have been costly if the design hadn’t been worked through by our team to ensure all variables were covered before steel was cut.